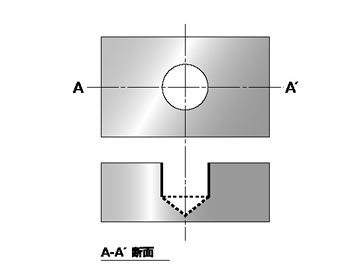
仕様上、外周のバリが出ていなければ問題ないような薄物や極端に小さいものの図面には「指示なき外周は糸面取り」と記載する事でC取りでの余計な工数を減らす事ができ結果コストダウンに繋がります。
(必要な場所に最低限必要な大きさのC取り指示にする事がポイントです。
薄物や小物の場合は糸面取り~C0.2位に指示しておくのがいいと思います。)
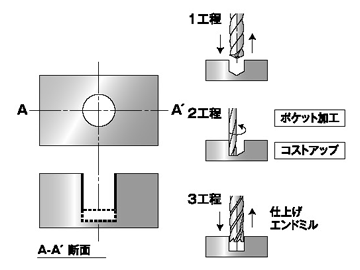
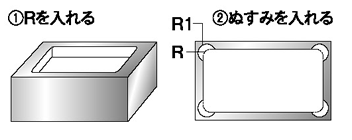
①コーナーにRをつけても製品上問題が無い場合にはRを付けた方がエンドミル1本で加工することが可能です。
②ぬすみを入れる場合に考慮すべきポイントはRよりも大きいぬすみ(R1)をつけることです。公式であらわすと
【h=6R 2R=h/3 R=h/6 R1 R/2】
というのが加工上望ましいと言えます。
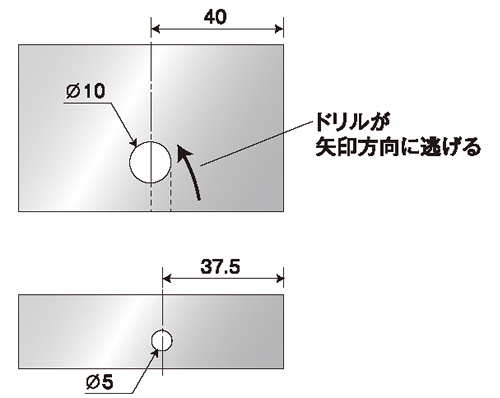
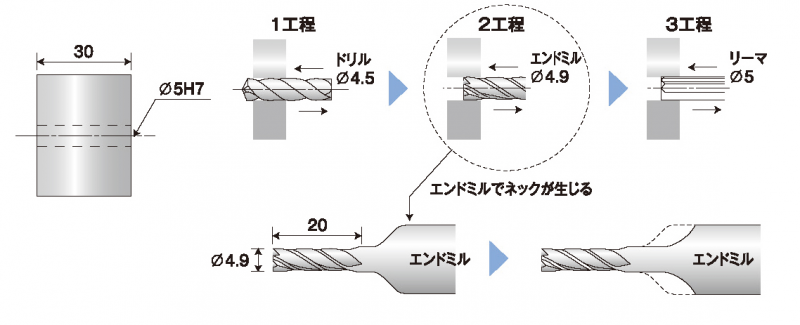
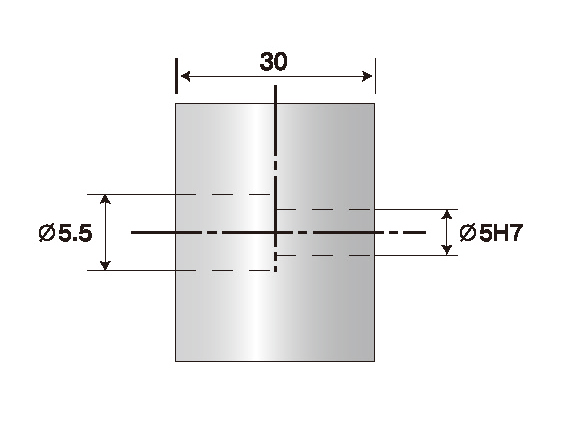
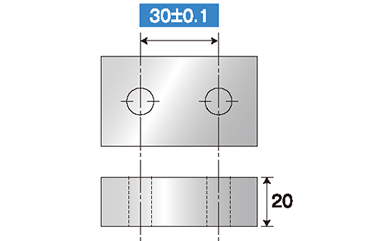
穴の深さが10mmを超えてくると、ドリルがわずかに流されてしまいます。
したがって穴ピッチで10μm台の精度をドリルだけで出すのは困難です。
穴ピッチで10μm台の精度を出すためには、ドリル加工(下穴あけ)+エンドミル加工(仕上げ)と工程を2段階に分ける必要があり、結果として加工工数が増加します。
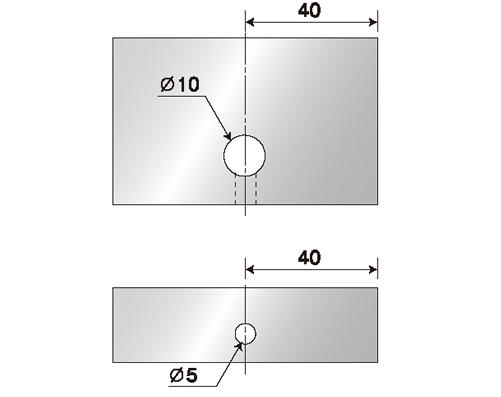
穴ピッチが100μm台の精度要求であれば、ドリル1工程で加工することができます。
そうすることで加工工数を削減することができ、コストダウンにつながります。
また、タップ加工の場合も同様のことが言えます。

資料請求やお問い合わせ・お見積り書のダウンロードはこちらから。お見積り・お問い合わせ大歓迎!
運営:株式会社 上村精工
〒949-7112
新潟県南魚沼市長森748
025-775-2272
メールでのお問い合わせ